



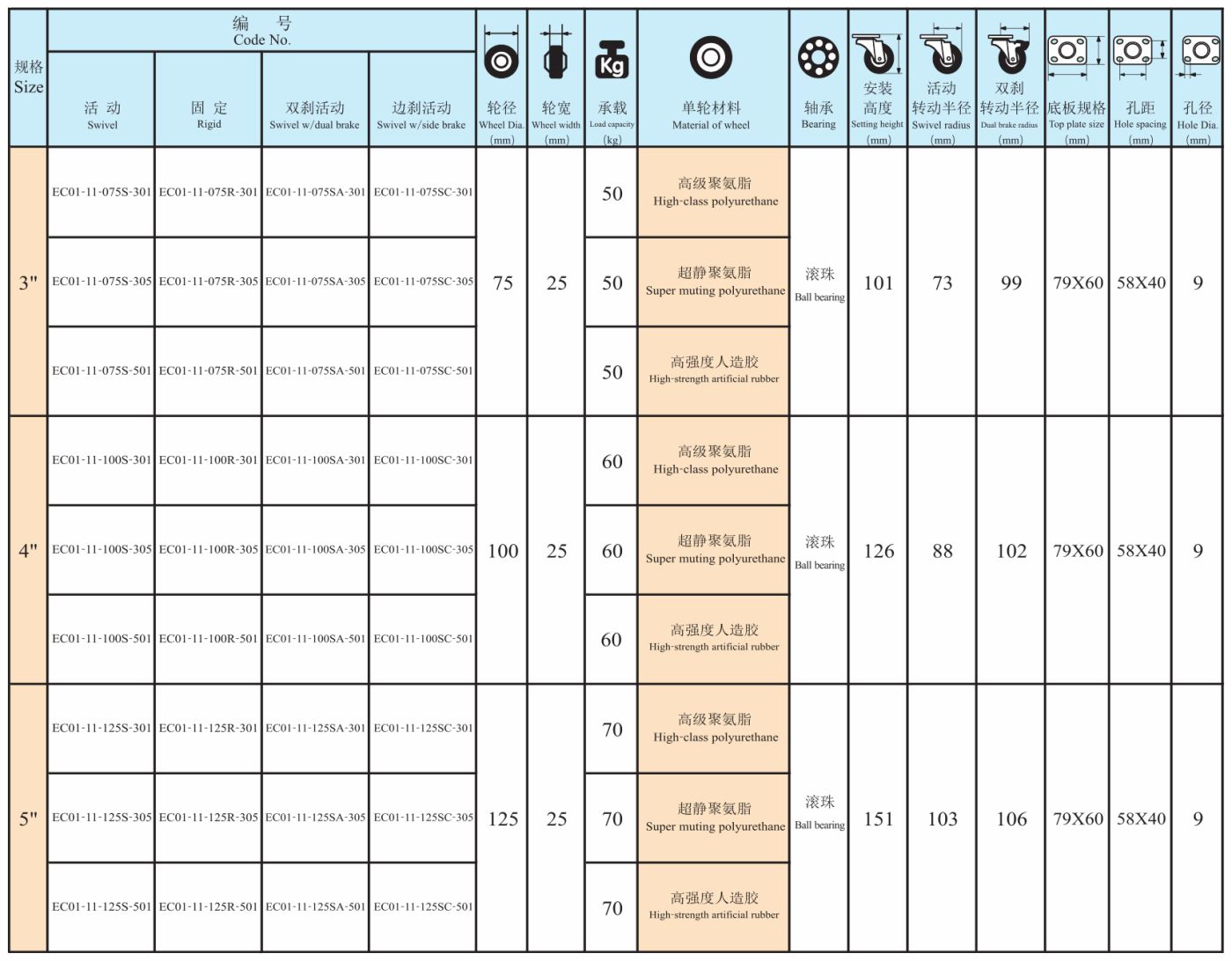
Pyörä, 3–5 tuuman keskikevyt PU-ylälevyn kääntyvä pyörä

Korkealuokkainen PU-pyörä

Erittäin mykistävä PU-pyörä

Erittäin luja tekokumipyörä
1. Korkealaatuiset materiaalit, jotka on ostettu tiukasti laaduntarkastuksella.
2. Jokainen tuote tarkastetaan tarkasti ennen pakkaamista.
3. Olemme ammattimainen valmistaja yli 25 vuoden ajan.
4. Kokeilutilaukset tai sekatilaukset hyväksytään.
5. OEM-tilaukset ovat tervetulleita.
6. Nopea toimitus.
7) Kaikenlaiset pyörät ja pyörät voidaan räätälöidä.
Otimme käyttöön kehittyneen teknologian, laitteet ja korkealaatuiset materiaalit varmistaaksemme tuotteidemme joustavuuden, mukavuuden ja kestävyyden.Tuotteillamme on eri olosuhteissa kulumista, törmäystä, kemiallista korroosiota, matalan/korkean lämpötilan kestävyyttä, telattomia, lattiasuojauksia ja hiljaisia ominaisuuksia.

Testaus

Työpaja
Keskikokoisten pyörien valmistuksessa me kaikki tiedämme, että mallin valinta on hieno, ja nyt keskustelemme TPR:n roolista kulutuskestävyydessä?yhteensopivuus?Viime aikoina olen nähnyt muita Omni-suuntaisia pyöriä markkinoilla.Sama on läpinäkyvä materiaali.Testaaksemme tiheyttä, havaitsimme, että niiden tiheys on suurempi kuin meidän.Meillä on 0,9.Ne sisältävät TPR on 0,99.Ota testiversio hankaustestiin, puhdas SEBS+PP-kaavamme on 2 kertaa parempi kuin heidän.Mutta lopulta asiakas valitsi halvemman hinnan.Haluan kysyä kaikilta seuraavaksi.Onko järkevää vai kohtuutonta lisätä TPR:ää TPE:n pyöriin korkean kulutuskestävyyden saavuttamiseksi?
Tällä hetkellä yleispyöräteollisuuden kovat muovit käyttävät pääasiassa kopolymeroitua PP:tä, ja jotkut käyttävät PA-nailonia.Pehmeissä muoveissa käytetään TPE:tä ja TPR:n kysyntä on suuri.Tämän tyyppisen pyörän käsittely ja muovaus on yleensä kaksivaiheista ruiskupuristusta.Eli ensimmäinen vaihe on ruiskuttaa kova muoviosa PP tai PA;toinen vaihe on laittaa muotoiltu kova muoviosa toiseen muottisarjaan ja kiinnittää asento ja ampua ja liimata sitten pehmeä muovinen TPE ja TPR siihen kohtaan, jossa kova muoviosa täytyy peittää.
Keskikokoisten pyörien pehmeän kulutuspinnan paksuus on yleensä 5-20 mm, ja koska materiaalilla on oltava erinomainen kulutuskestävyys ja elastisuus (tämä määrää materiaalin koostumuksen), tuotteen paksuus ja materiaalin koostumus. materiaali määrittää TPE:n, TPR:n Pinnoituksen lämpötila voi olla korkeampi kuin ohutkerros- ja muiden pinnoitettujen tuotteiden lämpötila.Suosittelemme PP:n kapseloimista injektiolämpötilaan 180–220 ℃ ja PA:n kapseloimista lämpötilaan 240–280 ℃.Yleispyöräteollisuuden perusmenetelmä pyörätuotteiden suorituskyvyn testaamiseen: Yleensä se on testata pyörän kulutuspinnan pehmeän kumikerroksen kulumista tietyllä kuormituksella.Itse asiassa näiden pyörien maalaisjärki on tärkeämpää.Sinun tulee tuntea näiden toimialojen perustiedot, jotta voit pärjätä työssä hyvin!

Tuoteluokat
-

4 tuuman termoplastinen kuminen käsikärrypyörä EP4...
-

Pyörä 75mm, 100mm, 125mm kääntyvä PU-kärrykotelo...
-

Pyörä Kiinteä varsi tyyppi W / kaksoisjarru PU-pyörät (Z...
-

Kiina OEM Castor Factories Hotel Soft TPR Stem ...
-

Räätälöity teollisuussinkityspyörä ...
-

Extra Heavy Duty ylälevyn tyyppi - kääntyvä/jäykkä/br...
-

Industrial Caster Black PP Wheel China Factorie...
-

Erittäin lujat nailontrukkien pyörät (valkoiset)...
-

Teollinen iskunkestävä kääntyvä TPR/kestävä...
-

Teollinen iskunvaimennustyyppi, kääntyvä/jäykkä PU...
-

Keskikäyttöinen jäykkä/ kääntyvä pyörä johtavilla...
-

Nylon Caster ruostumaton teräs pulttireiän pyörä B...
-

OEM Caster Industrial Equipment -kromipinnoitus ...
-

Pneumaattinen pyörän ylälevy Kääntyvä/jäykkä tyyppi Ru...
-

Ruostumattomasta teräksestä valmistettu Heay Duty Industrial ylälevy...
-

TPR-pyörän kääntyvä pyörä ostoskoriin EP6 S...






















